

-
20 +行業(yè)經(jīng)驗(yàn)
-
42 +市場(chǎng)占有率
-
103 +突破專利
-
700 +國內(nèi)外客戶
-
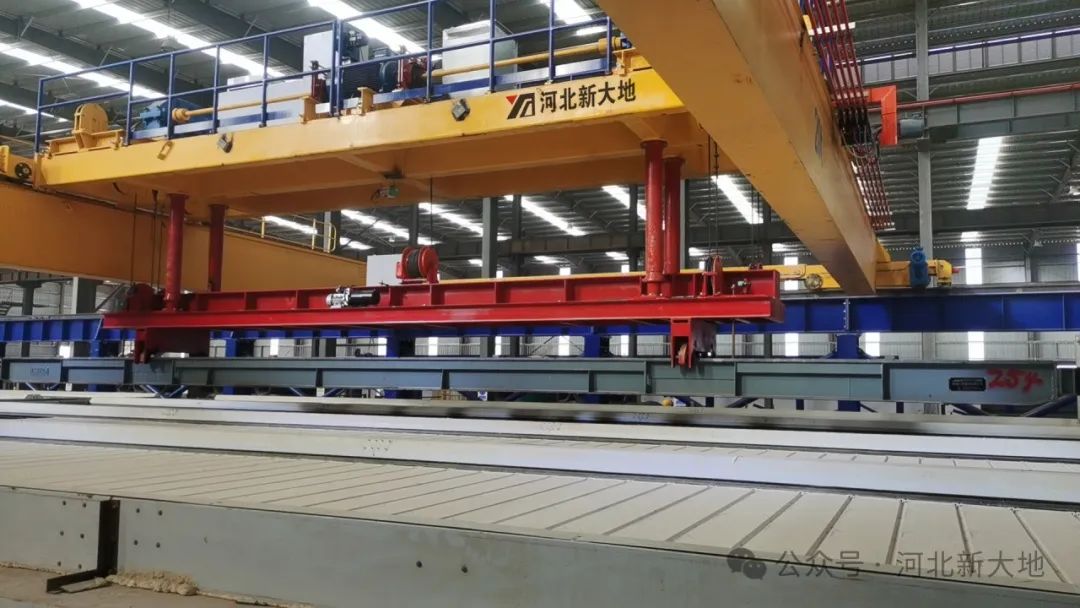
1000 +預(yù)制混凝土構(gòu)件生產(chǎn)系統(tǒng)
Our services
我們的服務(wù)
提供預(yù)制規(guī)劃方案 定制成套預(yù)制裝備
-
工藝規(guī)劃
-
成套裝備制造
-
設(shè)備安裝調(diào)試
-
模具設(shè)計(jì)制造
-
生產(chǎn)工藝培訓(xùn)
-
數(shù)字化軟件系統(tǒng)
Solution
解決方案
Product series
熱門產(chǎn)品










Our customers